


































Für alle, die einen präzisen und konstanten Materialfluss anstreben, ist das Konzept des Pressure Advance unverzichtbar geworden. Hinter diesem technischen Begriff verbirgt sich eine entscheidende Funktion zur Korrektur von Unregelmäßigkeiten, die durch Änderungen der Bewegungsgeschwindigkeit des Druckkopfs entstehen.
In diesem Artikel werfen wir einen detaillierten Blick auf die Funktionsweise des Pressure Advance in Orca Slicer, die verschiedenen Kalibrierungsmethoden sowie praktische Tipps zur Optimierung.
Was ist Pressure Advance?
Pressure Advance ist eine Funktion, die vorhersieht, wie das Filament auf Beschleunigungen und Verzögerungen des Extruders reagiert. Ohne Kompensation können Ecken und schnelle Richtungswechsel zu Überextrusion oder Unterextrusion führen, was die Druckqualität deutlich beeinträchtigt.
Konkret ermöglicht Pressure Advance eine Anpassung des Drucks in der Düse, sodass der Materialfluss auch bei abrupten Geschwindigkeitsänderungen konstant bleibt. Es handelt sich um eine vorausschauende Steuerung des Extrusionsdrucks, um Unregelmäßigkeiten zu vermeiden und einen gleichmäßigen Fluss zu gewährleisten.
Pressure Advance – ein komplizierter Parameter?
Moderne Slicer bieten eine sehr intuitive Herangehensweise an Pressure Advance. Während einige Slicer die Kalibrierung kompliziert gestalten, ermöglichen andere eine präzise und schrittweise Einstellung. Diese Methode eignet sich sowohl für Einsteiger als auch für fortgeschrittene Anwender.
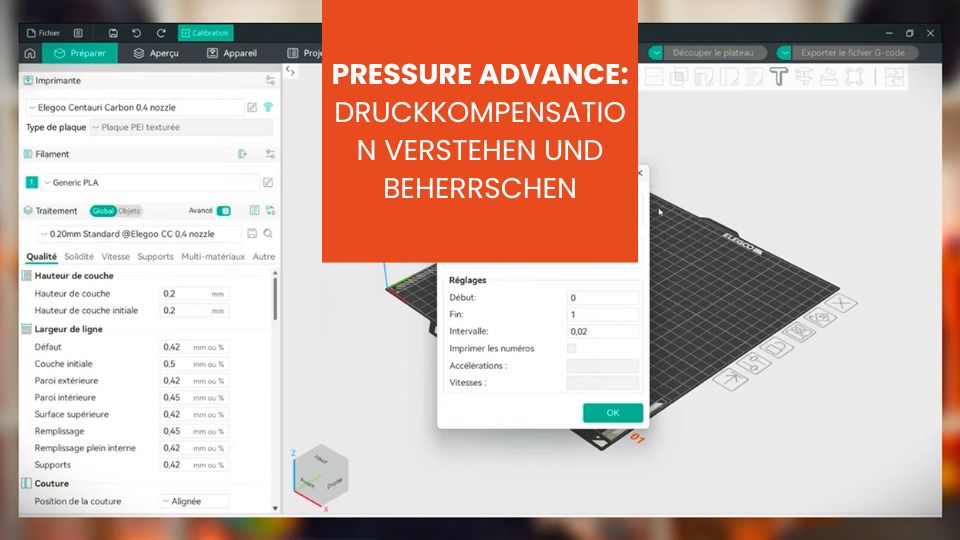
Orca Slicer bietet leistungsfähige Visualisierungstools, die zeigen, wie der Materialfluss auf Geschwindigkeitsänderungen reagiert. Dadurch wird die Anpassung erheblich einfacher und präziser.
Die verschiedenen Methoden zur Pressure-Advance-Kalibrierung
Es gibt mehrere Methoden zur Kalibrierung von Pressure Advance, die je nach Bauteil und gewünschter Präzision unterschiedlich geeignet sind. Die drei Hauptmethoden sind:
- Der PA Tower (Turmmethode)
- Das PA Pattern (Muster-Methode)
- Die PA Line (Linienmethode)
Pressure-Advance-Turm
Die Turmmethode besteht darin, einen vertikalen Testturm zu drucken, bei dem der Pressure-Advance-Wert schrittweise mit der Höhe zunimmt. Bei jedem Millimeter wird der PA-Wert um einen definierten Betrag erhöht.
Warum diese Methode? Sie ist weniger abhängig von der ersten Schicht und simuliert realistische Druckbedingungen, besonders bei hohen Geschwindigkeiten.
Interpretation: Nach dem Druck untersucht man die Ecken und Übergänge auf verschiedenen Höhen und bestimmt die Zone, in der die Extrusion am saubersten ist. Dieser Bereich entspricht dem optimalen PA-Wert.
Vorteile / Nachteile:
- ✅ Weniger abhängig von der ersten Schicht
- ✅ Sehr repräsentativ für reale Druckbedingungen
- ⚠️ Benötigt mehr Zeit und Material
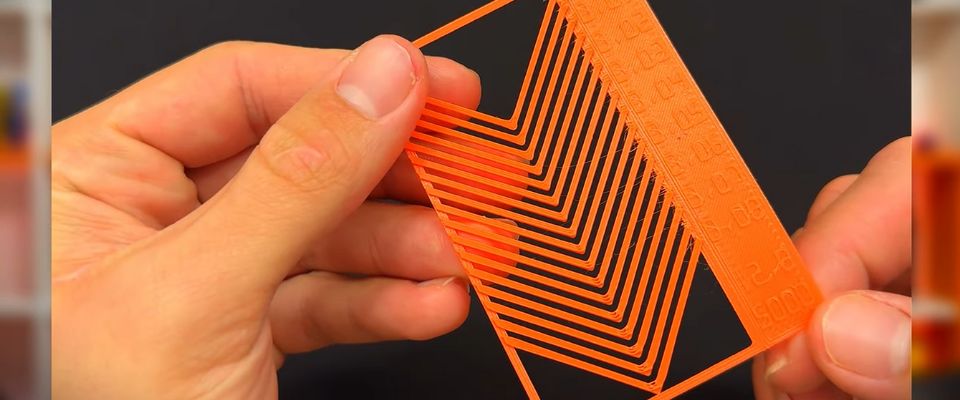
Pressure-Advance-Muster
Die Muster-Methode verwendet ein kleines geometrisches Modell, das mehrere Zonen enthält – jede mit einem anderen PA-Wert.
Warum diese Methode? Sie ist ein guter Kompromiss zwischen Geschwindigkeit und praktischer Relevanz. Sie reproduziert Richtungswechsel und Geschwindigkeitsvariationen ähnlich wie bei realen Bauteilen.
Interpretation: Nach dem Druck untersucht man die Ecken und Schnittpunkte, um die Zone zu bestimmen, die die konsistenteste Extrusion liefert.
Vorteile / Nachteile:
- ✅ Simuliert realistische Druckbedingungen mit vielen Richtungswechseln
- ✅ Schneller und sparsamer als der Turm
- ⚠️ Etwas empfindlicher gegenüber der ersten Schicht
Pressure-Advance-Linie
Die Linienmethode druckt mehrere gerade Linien mit unterschiedlichen PA-Werten. Ziel ist es, die Linie zu finden, die den gleichmäßigsten Materialfluss zeigt – ohne Unterbrechungen, Wülste oder Überextrusionen.
Warum diese Methode? Sie ist ideal als erster Ansatzpunkt: schnell, einfach und materialarm.
Interpretation: Die Linie mit dem konstantesten Erscheinungsbild entspricht dem passenden PA-Wert.

Vorteile / Nachteile:
- ⚠️ Weniger repräsentativ für reale Drucksituationen
- ✅ Sehr schnell und kostengünstig
- ⚠️ Stark abhängig von der Qualität der ersten Schicht
Tipps für die optimale Pressure-Advance-Einstellung
- Verschiedene Geschwindigkeiten testen: Der ideale PA-Wert kann von der Druckgeschwindigkeit abhängen. Manche Nutzer erstellen Profile für langsame und schnelle Drucke.
- Material berücksichtigen: Ein flexibles filaments oder sehr flüssiges Material benötigt oft einen anderen PA-Wert als ein steifes Filament.
- Temperatur beachten: Zu hohe oder zu niedrige Temperaturen können den Materialdruck verändern und die Wirksamkeit von Pressure Advance beeinflussen.
- Mit Linear Advance kombinieren: Beide Funktionen sind ähnlich, aber sie ergänzen sich. Der Slicer ermöglicht eine feine Abstimmung der Interaktion.
- Visuelle Modelle verwenden: Manche Kalibrierungsmodelle enthalten Geschwindigkeitsverläufe – ideal zur Beurteilung der Flusskonstanz.
Häufige Fehler und wie man sie vermeidet
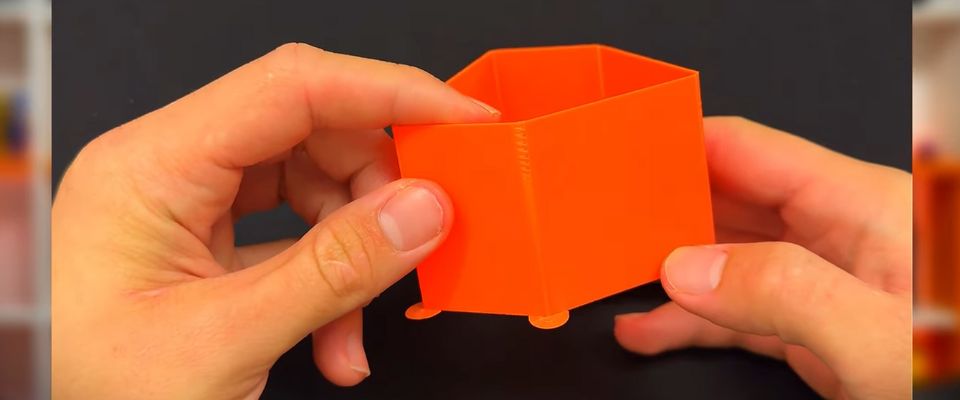
- Zu hoher PA-Wert: Führt zu Vertiefungen an Ecken und ungleichmäßigem Fluss.
- Zu niedriger PA-Wert: Erzeugt Wülste oder Überextrusion an Ecken.
- Geschwindigkeit ignorieren: Ein für niedrige Geschwindigkeit kalibrierter Wert funktioniert nicht unbedingt bei schnellen Drucken.
- Material nicht berücksichtigen: Unterschiedliche Filamente reagieren unterschiedlich stark.
Die beste Vorgehensweise ist immer eine schrittweise Kalibrierung, bei der jeweils nur ein Parameter geändert wird, um dessen Einfluss klar beurteilen zu können.
Fazit
Pressure Advance ist kein einfacher Parameter, sondern ein technisches Werkzeug, das die Druckqualität erheblich verbessern kann. Mit einer sorgfältigen Kalibrierung lassen sich ein gleichmäßiger Fluss, saubere Ecken und glatte Oberflächen erzielen.
Wer diesen Parameter versteht und kontrolliert, kann die Präzision seiner Drucke deutlich steigern – selbst bei komplexen Modellen. Die Methode ist zugänglich und bietet einen echten Mehrwert für alle, die das Beste aus ihrem 3D-Drucker herausholen möchten.
✅ Warum Polyfab3D wählen?
Premium-Betreuung und Kundendienst: Basierend auf Ihren Bedürfnissen führen wir Sie zur optimalen Lösung und begleiten Sie nachhaltig bei der Implementierung und täglichen Nutzung.
Offizieller Händler: Polyfab3D ist ein zertifizierter Händler führender Marken und garantiert Ihnen offizielle Produkte, exklusiven Zugang zu den neuesten Innovationen und bevorzugten technischen Support.
Schnelle Lieferung und Kundenzufriedenheit: Polyfab3D engagiert sich für eine optimale und schnelle Erfahrung. Das positive Feedback unserer Kunden bestätigt unsere zuverlässigen und effizienten Dienstleistungen.
Kontaktieren Sie uns noch heute für eine persönliche Empfehlung – abgestimmt auf Ihre Bedürfnisse, Ihr Budget und Ihre Ziele.